The manufacturing of fiberglass parts for the recreational boating market has seen many changes over its more than fifty-year history, but none has improved the quality and durability of boats more than resin infusion. This process is used today to build the fiberglass components for both the Sabre and Back Cove ranges of boats as well as many other high quality brands built here in Maine. Following is a brief description of the procedures.
Just as in a hand lay up process, the gelcoat (or exterior color) is sprayed into the mold first. Following the gelcoat, a vinylester skin coat is applied and then all layers of fiberglass and coring materials are loaded into the mold dry and are temporarily held together by adhesives. The make-up of the laminate varies from section to section depending on the structural requirement of that section of the part.
Technicians trained in composite technology lay in pattern-cut fiberglass cloth, know as E- glass, the weights and structural requirements of which have been determined by our engineers. Corecell coring is used in Sabre and Back Cove hulls to create greater section without adding weight — important because lighter boats are faster and more fuel-efficient.
Resin distribution lines and vacuum lines are placed strategically in the mold and once all structural materials are loaded the crew pulls a plastic sheet over the entire assembly and seals the sheet around the perimeter of the mold.
After several days of this set-up (in the case of a hull or deck) the crew is ready for the infusion to take place. Resin lines are opened up and vacuum lines are turned on. A typical hull or large deck part will take about 90 minutes to infuse. The crew monitors the process to ensure that the fiberglass resin flows to all areas of the mold. As the resin approaches the edges of the part, the resin supply is cut off while the vacuum pressure continues to pull air and excess resin out of the bag until all excess resin has been removed and all fiberglass materials are fully wetted out. The laminate remains under vacuum until it is fully cured to ensure the part is free of voids.
Parts made with this process have an optimum glass-to-resin ratio for ultimate strength and durability. An additional benefit of this process is that our associates and the environment in which we all live are exposed to fewer volatile organic compounds. Our clients benefit, too, with better fuel economy and performance.
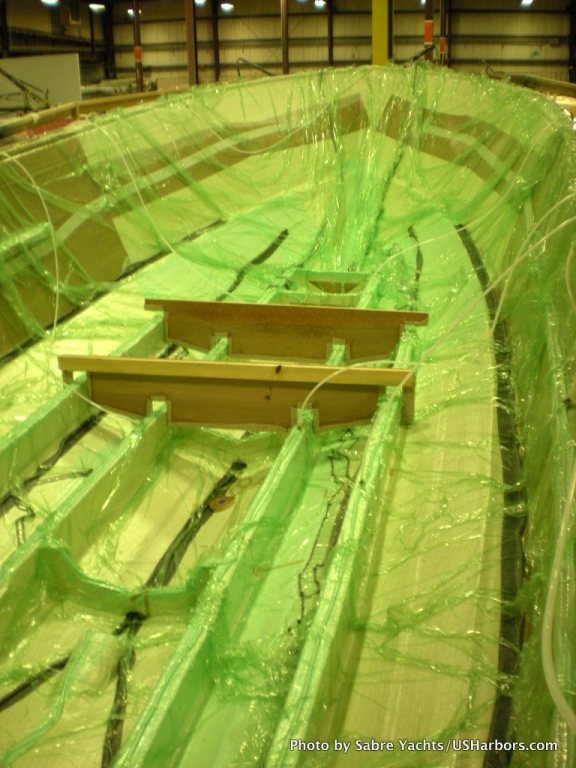
Photos of How to Build a Strong, Efficient Boat: Resin Infusion



